Anycubic Photon Mono – Mein Einstieg in den DLP Druck
Auf einem Umweg bin ich jetzt zum DLP Druck gekommen. Wieder einmal habe ich mich gefragt, wie ich für meine Wortuhr die Frontplatte und das LED Gitter selber herstellen kann (in der ersten Version habe ich das bei einem Kollegen mit einem Lasercutter gemacht – so ein Ding ist mir nur einfach zu teuer).
Auf der Suche nach verschiedenen Möglichkeiten bin ich auf einen Schneideplotter gestossen – zumindest die Frontplatte könnte man damit realisieren: Folie Drucken und auf eine Plexiglasscheibe kleben.
Beim «Rumsurfen» bin ich dann auf die DLP Drucktechnologie gestossen. Meine ersten Druckversuchen habe ich vor bereits 2-3 Jahren mal mit einem FDM Drucker gemacht – war etwas ernüchternd – Bed-Leveling super kompliziert – Druckergebnisse: Na Ja… 🙁 Hier verspricht DLP besseres: Höhere Auflösung, einfacheres Leveling. Habe dann kurzerhand einen Anycubic Photon Mono plus Wash-Station gekauft und bin jetzt kräftig am rumprobieren.
Anycubic Wash & Cure Station: https://amzn.to/337luW8
Anycubic Photon Mono X: https://amzn.to/32Sk6GR

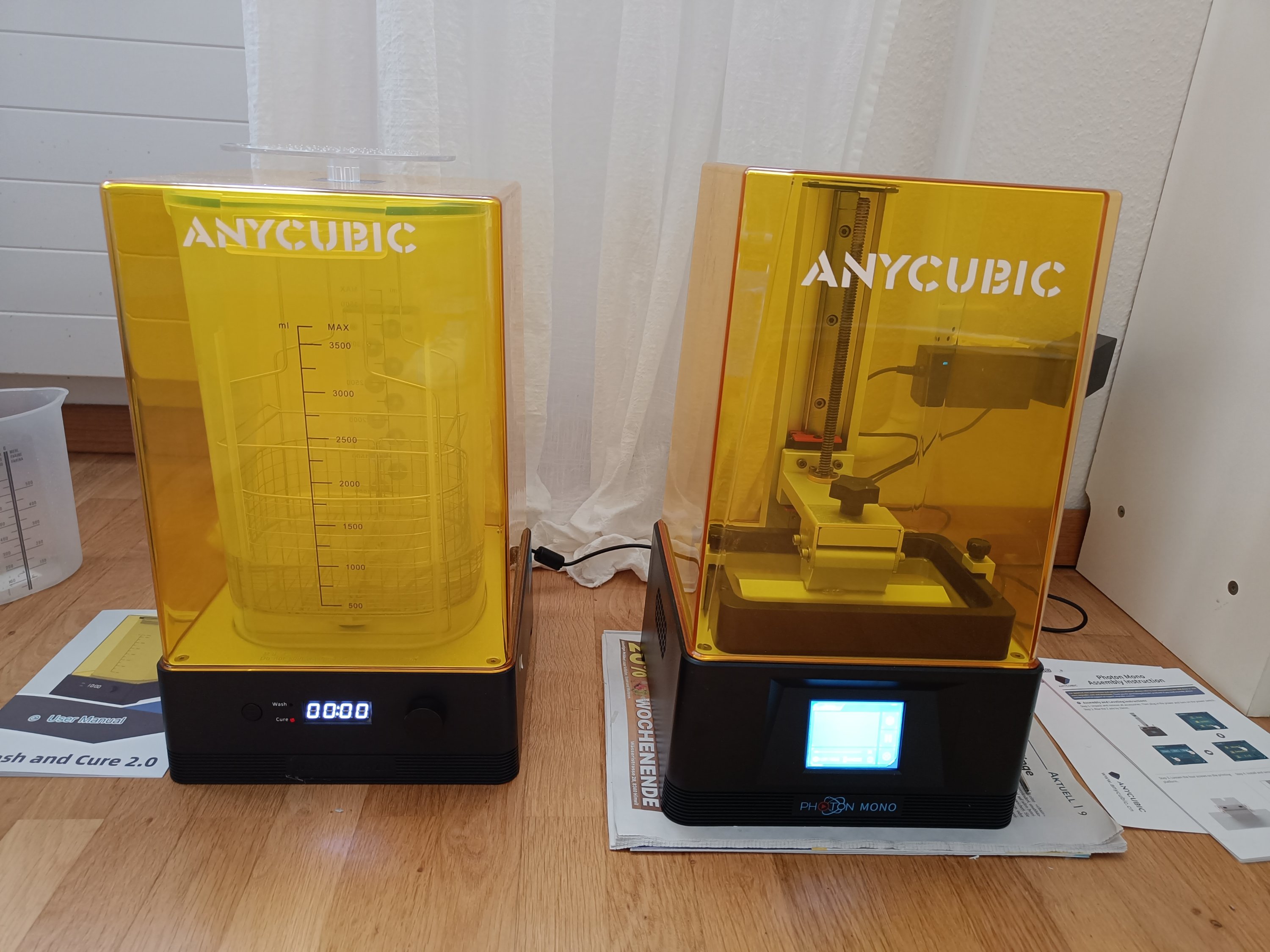
Links der Washer der auch Curen kann und rechts der Drucker
Zusätzlich mussten noch ein paar Materialien her, ohne die es nicht geht: Resin (der flüssige Kunstharz), Isopropanol 99%, ein Trichter, Kosmetiktücher und natürlich die Slicing Software – ich nutze ChiTuBox Free.
Während der ersten Drucke habe ich viel dazu gelernt. Angefangen habe ich mit einem Kalibrierungs-Druck, der es ermöglicht herauszufinden, welche Belichtungszeit für das verwendete Kunstharz am besten ist.Entgegen den Standardeinstellungen für diesen Drucker in der Slicing Software, musste ich die Belichtungszeit pro Layer doch relativ stark erhöhen, damit es zusammenklebt:
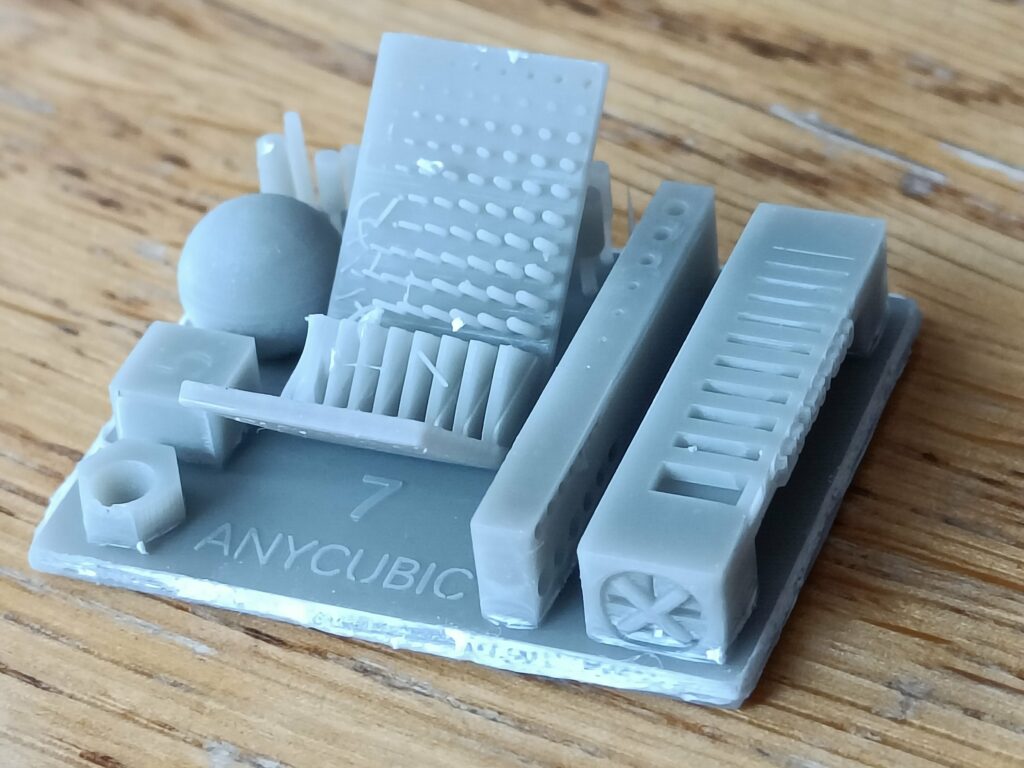
Kalibrierungsdruck 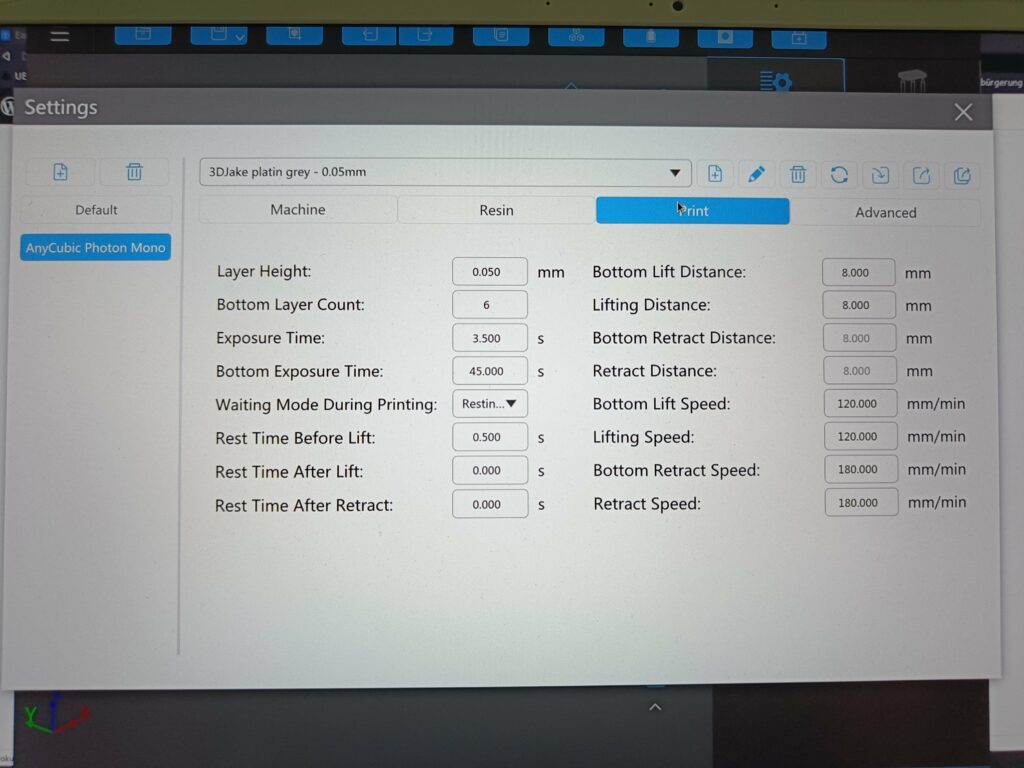
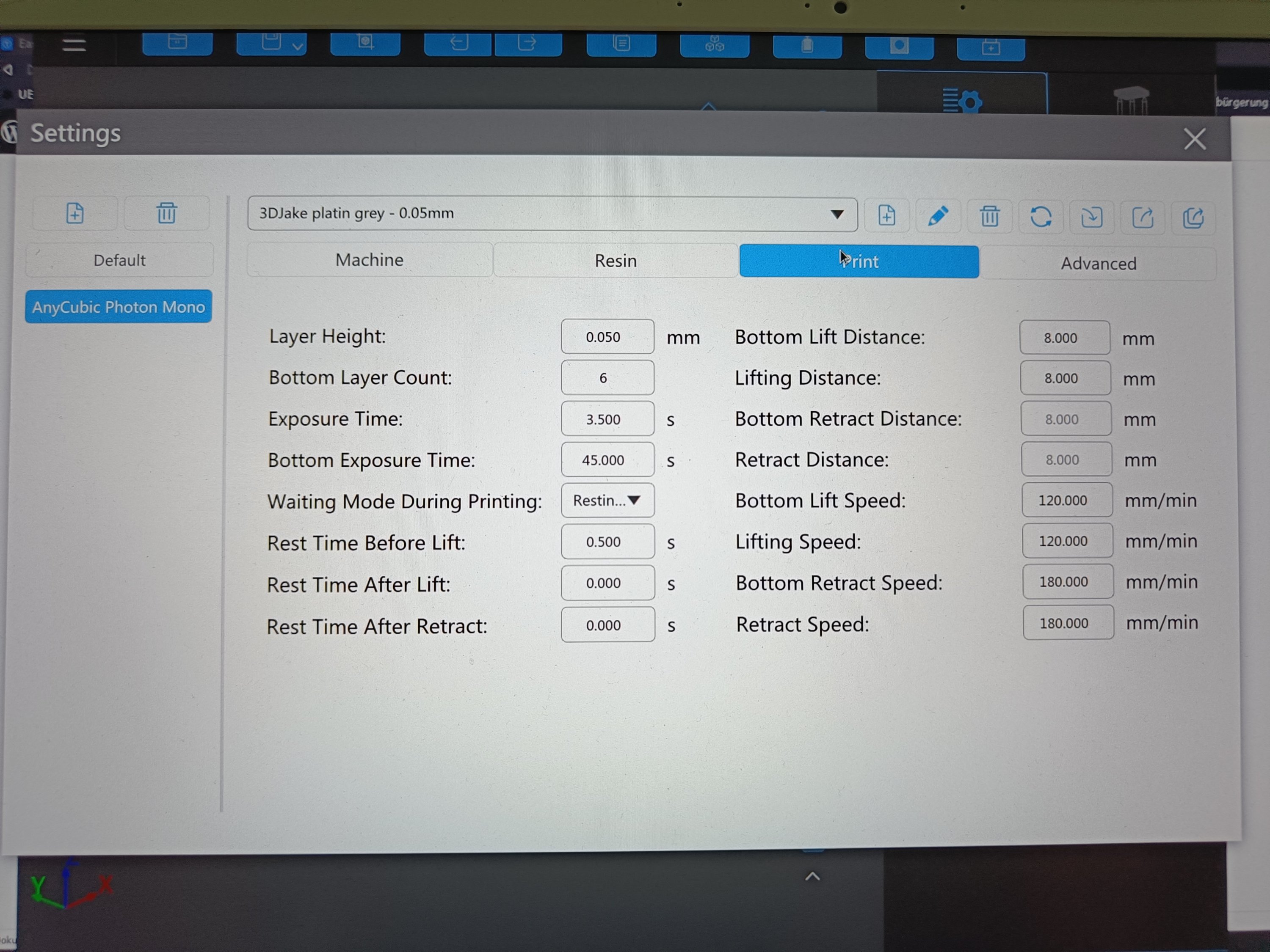
Daraus resultierende Einstellungen

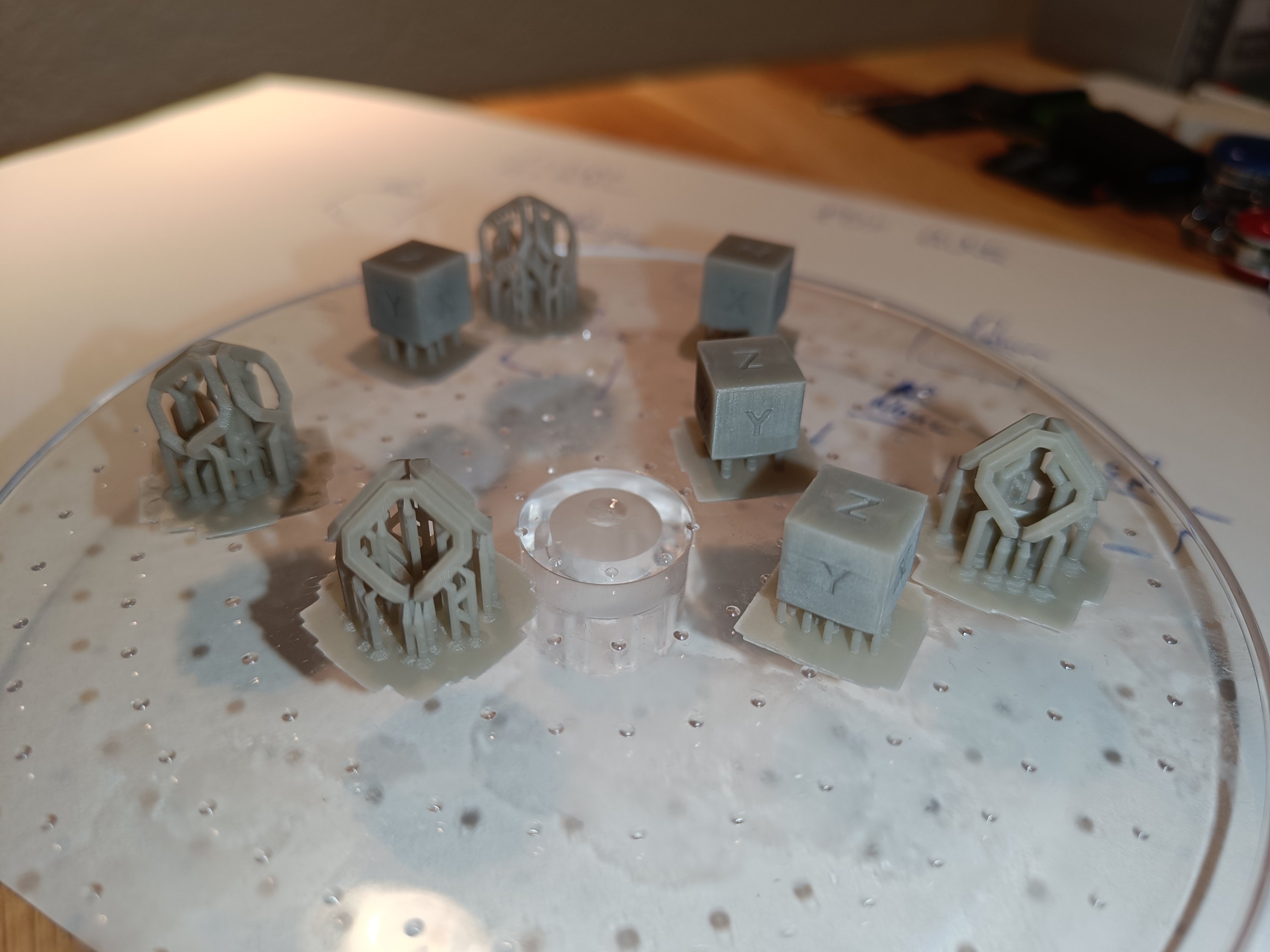
Dann fing der Spass an – ein sinnloser Druck nach dem Anderen (Thingiverse sei Dank muss man das nicht alles selbst designen – ansonsten eben Blender) ….. verstehe das alles als Übung für zukünftige sinnvolle Drucke. Alles in allem eine beeindruckende Technik – super genau mit maximal 0.01mm Genauigkeit.
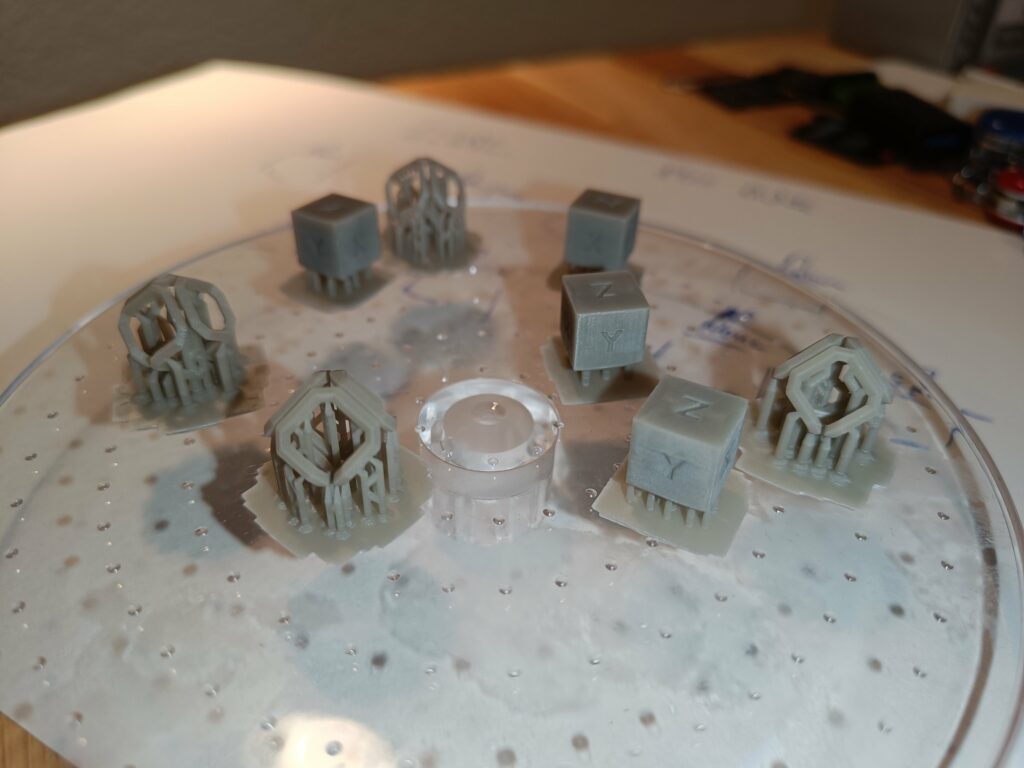
Test, wie gut verschiedenen Supports halten 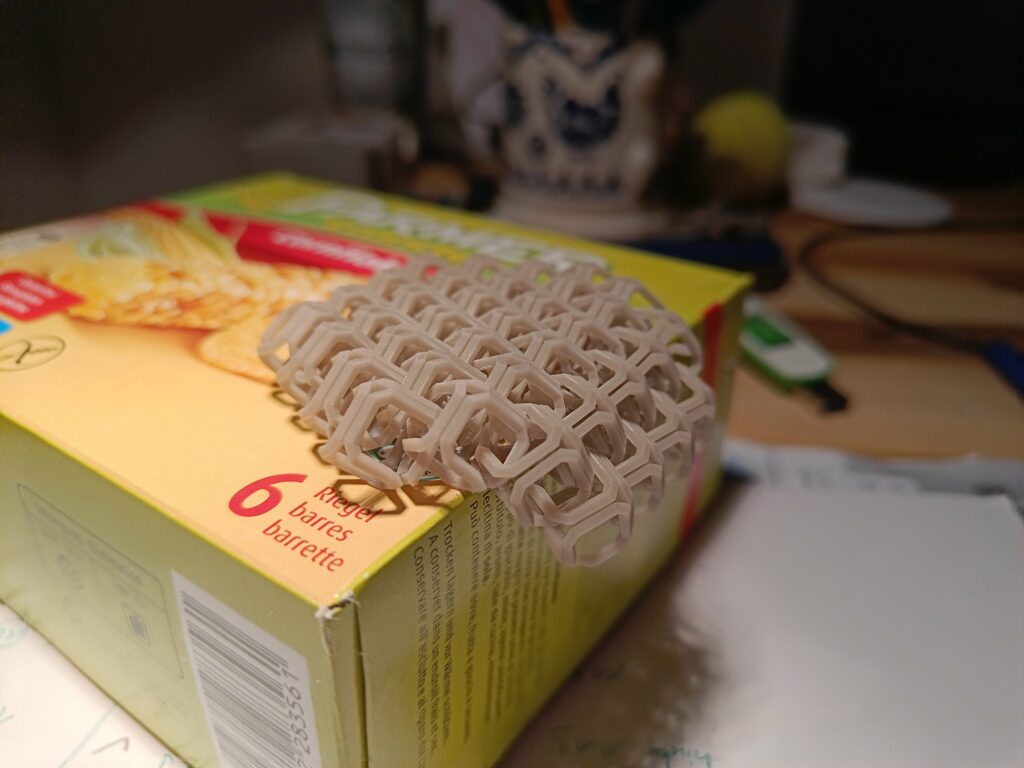
Ein Kettenhemd 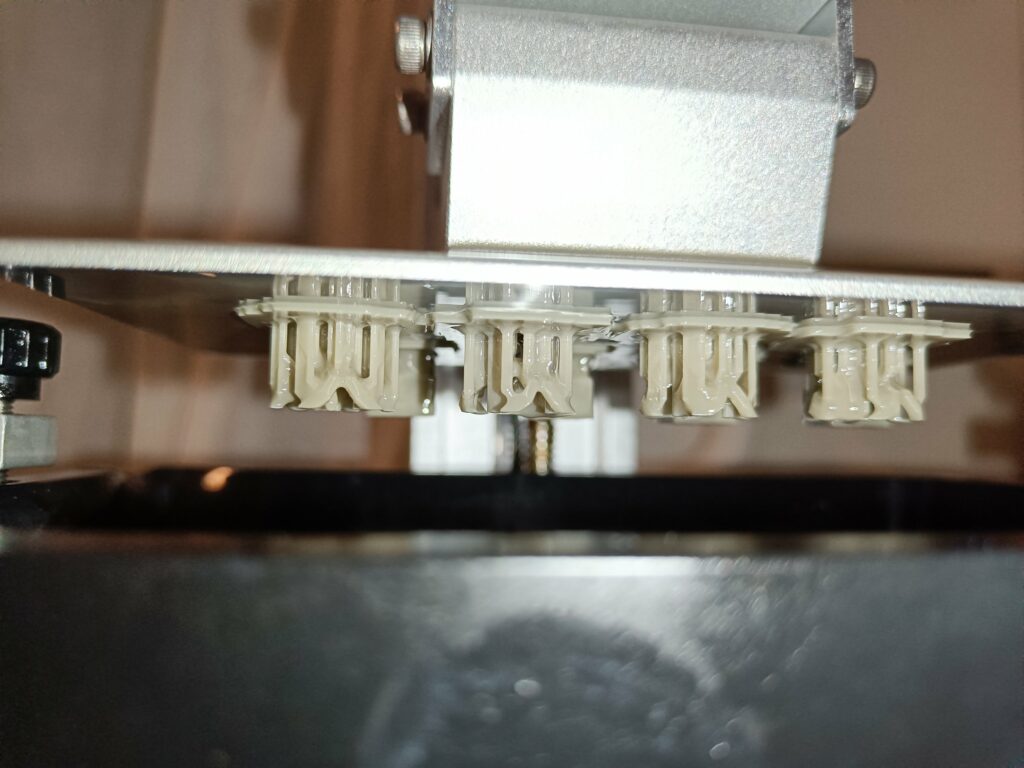
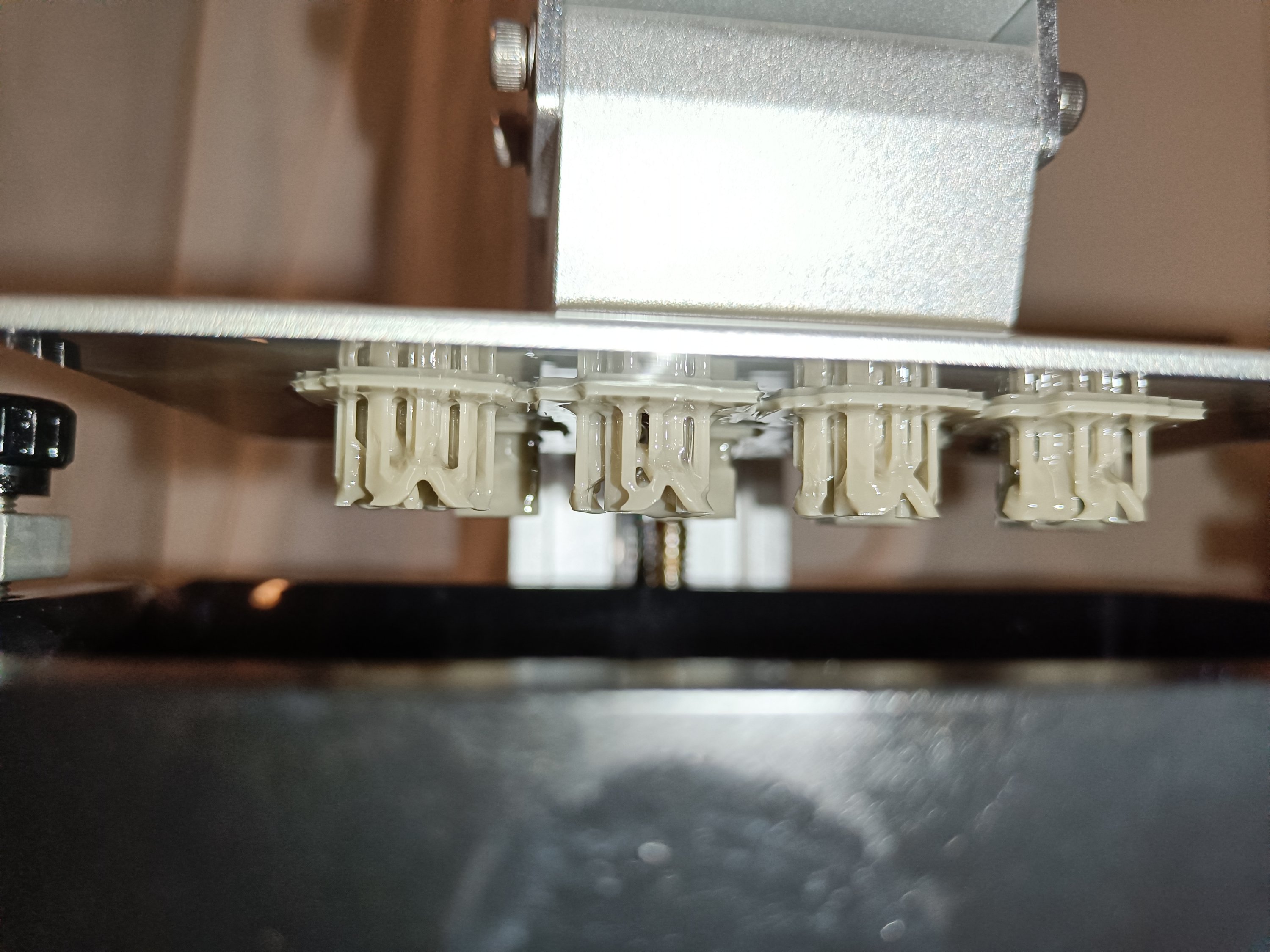
Eiffelturm – die Füsse 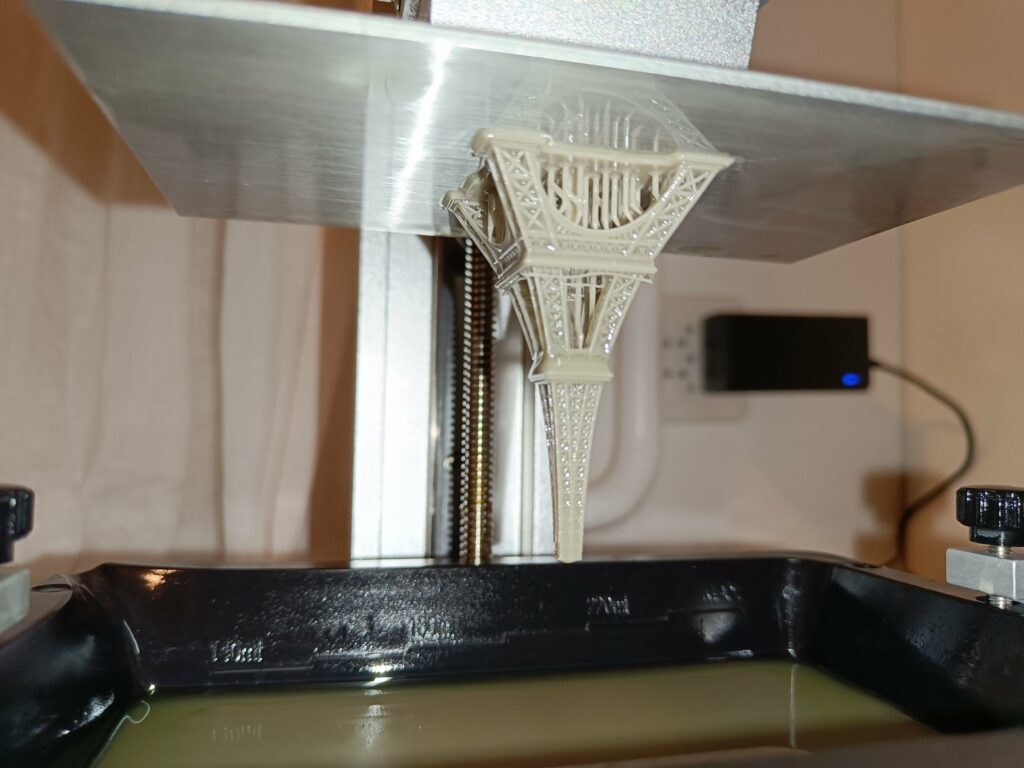
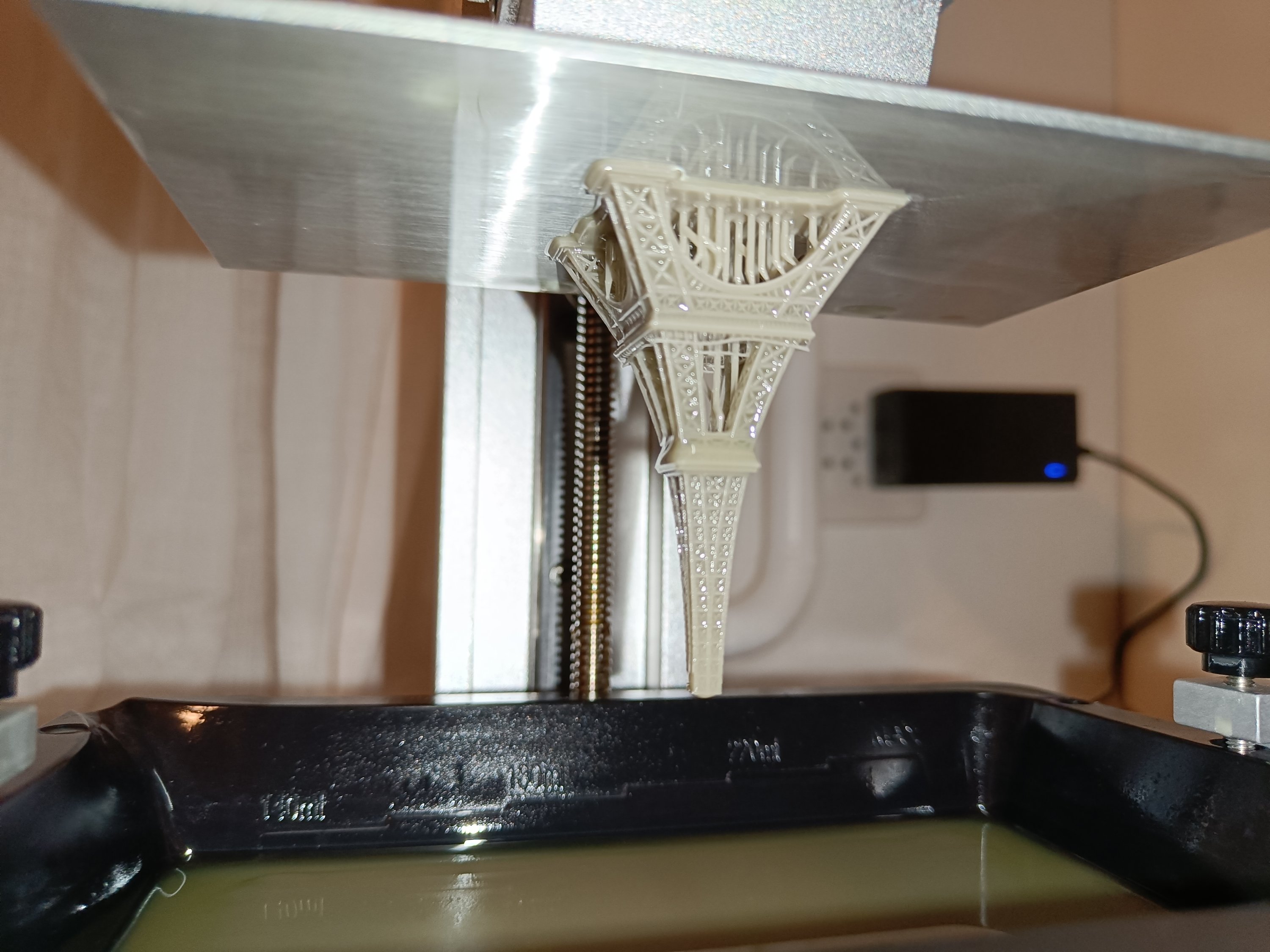
Eiffelturm fast fertig 
Fertiger Eiffelturm – leider ist mir die Spitze beim Reinigen abgebrochen


Und jetzt noch ein paar Learnings:
- Richtige Belichtungszeit ist WICHTIG – sonst hält es nicht am Layer drunter oder gar an der Bodenplatte (RERF Test machen)
- Retraction Time ist (Zurückfahren nach Belichtung und Ablösen von FEP Folie und es muss trotzdem noch an der Base hängen bleiben) ebenfalls wichtig
- Die ersten Layer werden sehr lange belichtet, damit sie kleben – sie sehen entsprechend nicht so schön aus. Lösung: Supports unter das ganze Modell
- Modelle eher in die Höhe slicen und nicht waagerecht zur Platte. Auch wenn es länger dauert. Grossflächige Drucke neigen zum Warpen.
- Hohlräume brauchen einen Abfluss, damit Resin während des Drucks abfliessen kann
- Supports hinterlassen immer «Flecken» an der Oberfläche
- Stärke der Supports oder Dichte sind die Variablen mit denen man spielen kann, damit das Model auch an den Supports hält.
- Die FEP Folie ist echt stabil (Teflon)…. sie beschlägt mit der Zeit – ist aber kein Problem. Hingegen sind Kratzer oder Beulen in der Folie ein Problem (lenken das Belichtungslicht an die falsche Stelle um)
- Aushölen der Modelle spart Resin – die Modelle werden dann aber auch leichter sein und sind nicht so stabil
Und zum Abschluss noch ein paar weitere Eindrücke:

Super 👍